KEYWORDS: Deionization, Demineralization, Portable Exchange, PEDI, Reverse Osmosis, RO, Electrodeionization, EDI, Power
WILLIAM KOEBEL, ResinTech, Inc., West Berlin, NJ
ABSTRACT: Regional portable exchange deionization (PEDI) service companies provide external regeneration of exchange tanks or user-owned vessels. This service covers flows to several hundredGPM and effluent quality up to 18 megohm, low TOC polishing mixed beds. Power generation plants are finding advantages utilizing these service companies to regenerate their mixed bed DI polishers off-site, especially when RO units and/or other bulk ion removal systems are involved. Technical, economic and environmental issues will be discussed as well as the structure of a regional PEDI company.
INTRODUCTION
Power generation plants have historically used in-place regenerable ion exchange (IX) systems to produce deionized (DI) boiler feed water. Atypical traditional system consists of a two-bed followed by mixed bed demineralizers. These systems are usually configured in multiple trains to ensure continuous feed capability. Many plants are now adding to or replacing the frontends of these traditional systems with high efficiency reverse osmosis (RO) units, and/or other bulk ion membrane removal technologies. Existing mixed bed polishers follow many of these systems, but in some cases are not designed to accommodate the changes in influent water chemistry or flow rate and no longer contain the optimal amounts of, or types of resins. To solve this problem, an increasing number of power plant operators are contracting regional portable exchange deionization (PEDI) service companies to regenerate their mixed bed polishers off-site, at a central processing facility. This provides a low capital cost way of changing resin ratios and bed sizes. Also, due to reduced regeneration demand, a reduced operating cost of the make-up water system is also achieved. The other benefit of this service is reliable and consistent, mixed bed, quality water at flow rates of a few gallons per minute(GPM) to several thousand GPM. This presentation will compare the technical, economic and environmental advantages of utilizing the PEDI service provider with the traditional in-house methods. Examples of when to apply this service will be discussed as well as the capabilities of the regional PEDI service company.
INDUSTRY SHIFT
RO and electrodeionization (EDI) units are making there way into many power plants as a means to reduce the cost of producing demineralized boiler feed water. The reasons for these retrofits vary, but the most common are replacing aging equipment, increase make-up flow rates, reduced chemical usages or reduce operating costs. Every plant is different and has different goals, but economical and/or environmental considerations are typically at the base of these decisions. With these changes on the front end of the make-up DI system, the back end, typically, existing ion exchange equipment will also need to be changed, either addition/replacement with new resins and equipment, or how the units are operated.
The traditional make-up water demineralization systems are comprised of primary two-bed demineralizer trains (strong acid cation resin followed by strong base anion resin), followed by polishing mixed beds. Degasification equipment may also be part of the system depending on design. Each plant typically has at least two primary trains and two polishing mixed beds and are operated in a manner to ensure demineralized water is available at all times. Theses units are typically utilized inservice/stand-by mode or in a lead/lag configuration. The capacity of these resin systems varies depending on the demand and influent water chemistry. They are regenerated as often as multiple times daily, to as infrequently as less than once a month.
Typical effluent quality of the two-bed portion of the IX system can range from 1 to 5 ppm total electrolyte as CaCO3. The primary constituents of the effluent are sodium hydroxide (Na+& OH-) and silica (SiO2). Typical effluent quality of the polishing mixed beds is less than <0.1 ppm total electrolyte as CaCO3 & silica less than 0.1 ppm as SiO2. Both the two-bed and mixed bed units are designed to remove all influent ionic species. The sizes of the individual resin beds, resin ratios of the mixed beds and regeneration levels are selected to accommodate these influent conditions.
In the case of a retrofit, an RO unit, typically double pass, is installed ahead of the existing IX resin system for bulk ion removal. Depending on what was in place prior to its installation, the RO unit can be followed by a degasification unit, an EDI unit and or a mixed bed DI polisher. Typical effluent from the bulk ion removal portion of a retrofitted system can range from 0.5 to 2 ppm total electrolyte as CaCO3 or even lower, depending on system design. The primary constituents of the RO effluent are sodium (Na+), hardness (Ca2+,Mg2+), carbon dioxide (CO2), chloride (Cl-),sulfate (SO42-) and silica (SiO2). If used, a degasification or EDI unit will further reduce these concentrations. The regenerant chemical doses of the mixed bed polishers, both before and after the retrofit, need to be optimized to accommodate the influent water chemistry. The PEDI approach makes it far easier to accomplish changes in resin ratios or regeneration levels.
When an RO unit, with or without additional bulk ion removal equipment, is installed in front of an existing two-bed, mixed bed DI system, the decrease in ionic load to the chemically operated demineralizers reduces regeneration frequency dramatically, typically by more than an order of magnitude. In some cases, the effluent concentration of the RO system is so low, the two-bed DI train is removed from service and only the mixed bed polishers are utilized after the retrofit.
In any case, the decrease in regeneration frequency has opened the door to outsourcing some or all of the chemical regeneration to service oriented, regional PEDI companies who are already supplying their services to a growing portion of the power market.
DESCRIPTION OF THE PEDI COMPANY& SERVICE
The name PEDI comes from Portable Exchange DeIonization. The PEDI companies are sometimes referred to as “SDI” from Service DI. They can be defined as regional service companies that provide small, easily transported, mobile vessels, filled with ion exchange resin to produce DI water. SomePEDI companies specialize in bulk resin regeneration, others regenerate each customer’s resin separately in-tank or by the bulk method.Many offer both services. Their fees vary according to each specific situation and can be based on leased equipment plus per regeneration charges, straight per gallon or annual contracts with fixed charges based on estimated or historical usage.
The sizes and shapes of the vessels offered for exchange vary, but are typically fiberglass for low to medium flow applications and/or steel for larger applications, code or non-code as required. The small to medium size fiberglass tanks hold anywhere from 0.25 to 30 cubic feet (cu. ft.) of resin and are designed to handle flows up to 50 to 100 gallons per minute (GPM) per vessel. The larger vessels referred to as “jumbos”, hold anywhere from 20-40 cu. ft. of resin and can be designed to handle flow rates up to 200 GPM per vessel. Some companies specialize in exchangeable trailers containing various sizes and shapes of the aforementioned vessels. These trailers can be designed to handle >1000 GPM.
Regardless of size or shape, these vessels are designed to be installed/uninstalled and transported with ease. The service technician and/or the end user can easily disconnect and connect the service plumbing and transport the vessels by hand cart or fork truck from location to location. These vessels are returned to a central regeneration facility for regeneration, and then held for return and re-use.
The size of these service providers will range from national to the local companies that service a specific geographic area or specific application. Sizes of the central regeneration facilities will also vary. Some companies can only handle up to 20-40 cu. ft. batches where others can regenerate several hundred cubic feet of resin per regeneration. Plant size does not always determine a company’s capability, but is always taken into consideration when pursuing various forms of business.
Geography is an important factor for the service provider. Many PEDI companies limit the distance from their regeneration facility that they are willing to travel to provide their exchange services. Cost of providing the service not only includes regeneration, but the cost of transporting the vessels to and from the end user. The further away the application, the more expensive the service becomes. In some instances, the vessels are shipped back and forth via common carrier and the end user maintains an inventory of regenerated vessels on-site at all times to provide a worse case scenario length of time before for new tanks are needed.
Resin vessels are not the only thing these service companies provide. They offer re-bed services for resin and other medias types and can provide filter replacement, cleaning services, repair of damaged equipment, replacement parts, replacement filters and monitoring services/equipment. Some companies offer quality assurance programs, on-site personnel and equipment on a lease/own/operate basis. This equipment ranges from IX to RO to EDI. In some instances, theRO or EDI equipment is offered in the same manner as the exchange resin vessels. Monthly rental fees, $ per gallon, etc.
Many of these companies provide 24-hour emergency services and will have replacement vessels at the central regeneration facility ready to go at a moments notice. This level of service is designed to deal with any upsets or water chemistry changes that may occur at any time of day. This is usually an additional service cost, but may be included in the contract.
Some of the industries and applications utilizing PEDI services are laboratories, medical facilities, computer chip manufacturing, electronics manufacturing, metal finishing, resource recovery, waste treatment and today’s topic of discussion, polishing boiler feed water. The water quality requirements in most of these applications are at least as demanding as boiler feed water. The goal is to obtain the highest possible quality (up to 18 megohm resistance)with minimal amounts of silica and TOC contamination. TheDI water is a critical part of the process and quality is of the utmost importance.
ADVANTAGES OF THE PEDI COMPANY& SERVICE IN THE POWER INDUSTRY
There are many benefits to employing a PEDI service provider. The main benefits are adaptation to seasonal changes, minimization of capital expenses and a hands-off approach for the end user. Combined, these items provide away for a power plant to produce quality DI water as needed at any given time.
The capital costs for setting up the service are minimal. The service company typically owns the tanks and resin (unless the end user desires ownership) and charges the user a monthly rental fee. When vessels are exchanged, the enduser is invoiced for the regeneration. The regeneration costs vary based on the size of the resin vessels, frequency of exchange, water quality demands, proximity to the central regeneration facility and level of service purchased. In large applications, the end user and service provider may agree to compensation based on price per gallon of water treated.
When employed, the service company will work with the end user to set-up a station or area for using the exchange tanks. Flow, capacity and water quality demands are taken into consideration to determine the sizes and quantities of vessels to be utilized. Typically, banks or trains of exchange vessels are installed in series and/or parallel. They are plumbed with by-pass capabilities for ease of removal, rotation and installation of new vessels. These configurations are adaptable. As seasonal changes occur in water quality or flow rate demand, the service provider can add or remove exchange vessels as the end user desires. This allows the end user to purchase what they need, when they need it.
This is a viable option when considering the upgrade or purchase of new equipment to handle the peak demand. One cannot design apiece of equipment to handle peak flow for only 4 or 5 months out of a year. The system must be designed to handle this load at all time. The cost of the added service for this period of the year may out weigh the purchase of an upgrade.
Each bank or train of exchange tanks is monitored through online conductivity or resistivity meters. This enables the end user to determine when the service units are at, or near the end of the service run (this can also be automated). When this occurs, the end user or the automated equipment, simply directs the flow to the stand-by units. The end user then contacts the PEDI company to provide a new set of regenerated vessels. The service company will enter the facility, install regenerated tanks into the stand-by position and remove the exhausted tanks for return to the central regeneration facility. Typically, the exchange program is designed so that the service units will accommodate a set amount of through put over a set period of time, anywhere from a few days to several weeks of use.
This hands-off approach is of great benefit to the end user. No regeneration takes place on-site; the service provider handles it off-site at the central regeneration facility. The end user no longer needs to store chemicals, maintain acid and caustic levels, deal with containment issues, or the safety issues inherent with handling these types of chemicals. This also eliminates the need for treatment of waste from regeneration. The environmental impacts are reduced; discharge is reduced, which can result in cost savings. Overall, this reduces the health, safety and environmental concerns pertaining to the water treatment system.
Many times with in-place regenerable equipment, changes in the resin quality or unit operation may go unnoticed. This may effect the ability of a mixed bed resin to separate or be regenerated properly. If unable to adapt, the effluent quality and throughput volume will greatly diminish.
In these cases, the PEDI plant operators can easily react to these changes and adjust their process to compensate. They have the ability to perform resin cleanings, use additional chemical methods for separation, add resin if loss occurs and even re-adjust resin ratios, if required. These operating procedures are in place to make sure the vessels sent into the field are in good working order and will meet or exceed the customer’s expectations. Typically, all the equipment utilized is inspected, cleaned and repaired (if needed) prior to the vessels return into the field. This attention to detail during the regeneration process is a tremendous benefit for the end user and ensures proper quality and throughput.
These service companies are in business to supply DI water. They are judged based on the quality of the water and service they provide, in addition to their responsiveness and reliability.Employees are placed into specific areas of responsibility and are dedicated to specific functions of the business. This ensures the vessels of resin installed at the customer’s site are maintained in good working order, and produce consistent results when and where it is needed.
Many in-place units are regenerated with an amount of chemical to achieve an economy of scale. This approach is utilized to achieve the desired quality and throughputs for the least amount of cost. The PEDI service provider does not take this approach as the variability of ions on the resin can affect the capacity and quality of the regeneration. With this being the case, the service company will regenerate each cu. ft. of resin with chemical doses typically two to three times the amount of chemical used in-place application. Typically, hydrochloric acid (HCl) and sodium hydroxide (NaOH) are utilized at doses of 8-15 pounds of chemical per cu. ft. of resin. Typical dose rates of in-place regenerable equipment are on the order of 4-8 pounds per cu. ft. of resin and less efficient sulfuric acid (H2SO4) is used instead of HCl. This gives the end user a higher quality of water and higher per cu. ft. throughput. All of the exchange vessels are rinsed to a pre-determine deffluent quality to ensure the unit will provide acceptable quality for the end user when it is returned to service. In most cases, the rinse quality requirements are held to a high specification to accommodate a range of applications or meet a specific requirement, which makes switching vessels and rinsing to quality a virtually instant process.
For permanent applications, success is found when polishing RO or RO/EDI effluents. The explanation is straight forward as the ion loading on the mixed bed polishers is greatly reduced. The mixed bed polishers are removing low concentrations of salts and CO2, with SiO2 being the primary contaminant removed. With the high levels of regeneration doses utilized by the service provider, the end user can achieve their water quality goals without handling chemicals or wastewater discharge. In most cases, the existing polisher would require modification and a different resin ratio to handle the higher fraction of SiO2 and CO2 on the resin at time of regeneration.
ADVANTAGES OF IN-HOUSE EQUIPMENT
With many retrofits, RO equipment is placed in front of an existing ion exchange system. The use of the RO is seen as a way to decrease the frequency of regeneration and improve resin life. The end user will continue to operate the existing ion exchange equipment at the reduced regeneration frequency.
The use of PEDI may not prove economical in this case since the operating costs are typically higher and waste discharge is not eliminated. When dealing with PEDI services, you are paying additional monies for transportation. The closer and more competitive the application, the less expensive the service becomes. If the end user is not close to the PEDI regeneration facility, the cost of the service will be higher due to the added transportation costs. In these instances, the economics of utilizing a service company needs to be looked at on a case-by-case basis.
When in-place regenerable equipment is in good working order, the chemical handling equipment, and the means to handle the wastewater are in place, it may make sense to continue this operating the IX system at a reduced cost. However, changes in demand and inlet composition of the water (RO effluent) are sometimes best served by partial PEDI, such as with mixed bed polishers, which may only need to be regenerated once a year. With this new arrangement, the mixed bed resins have a much higher level of SiO2 than the original specifications and may require more intensive regeneration levels, above the original design. Also, the labor cost for such infrequent regenerations may become burdensome when looked at from the point of view of labor payroll versus number of regenerations performed. For these plants, PEDI is also useful on a temporary basis when seasonal changes occur, demand increases or equipment fails. In these scenarios, the need for the service may only be necessary for short periods of time and can be purchase don that basis.
If upsets occur, the plant can regenerate their resin units immediately to compensate for changes. A classic example is when an RO unit malfunctions and needs to be taken off-line.The traditional method of operating the ion exchange equipment is implemented and the plant can run continuously without the need to shutdown. This level of control over the equipment and resins allows the plant to respond in a matter of minutes versus the service provider who may only be able to respond in a matter of hours.
WHEN BEST TO APPLY
The use of the PEDI service will not apply to all situations in all plants. Retrofits, new construction or replacement of aging equipment are where it finds a niche. Environmental and economical factors are the main contributors to the decision to utilize this service versus maintaining an in-place regenerable system, but labor and maintenance costs offer significant potential savings as well.
Opportunities to employ PEDI are found at virtually all flow demands. Applications vary widely, but reducing wastewater, discharge, chemical handling, labor costs, dangers associated with handling regenerant chemicals and environmental complications are the motivating factors. Though RO and EDI systems produce waste streams, additional treatment is usually small or not necessary. In many cases, the plant can find uses for the rejector concentrate streams. The most common use is for cooling applications. The waste created from ion exchange resin regeneration must be pH neutralized prior to discharge and its use is limited elsewhere in the plant due to the high concentrations of total dissolved solids (TDS). In the case where an RO or RO/EDI systems are replacing traditional two-bed IX systems, it makes sense to have the mixed bed polishers regenerated off-site to completely eliminate the need for regeneration, labor, chemical storage and waste treatment. In all cases, the PEDI service provider handles the regeneration and waste treatment off-site.
Below are a few examples of where PEDI is being utilized in the power industry.Descriptions of the applications and estimated economic analysis are provided.
EXAMPLE 1 - A small power generation plant has a make-up demand for approximately 40GPM of DI water. This is currently being supplied by a two-bed IX system. They decide to retrofit this system with a double pass RO to reduce their operating costs and waste discharge.
The total exchangeable anions (TEA) of the RO effluent are reduced to 1 ppm as CaCO3 from the 2 ppm as CaCO3 from the original two-bed DI system. The plant also wants to upgrade the final effluent quality to < 0.1 ppm TEA and is considering installing a 20 cu. ft. in place regenerable mixed bed polisher. The cost for this unit with manual regeneration controls is on the order of $60,000, with an annual operating cost of approximately $3,600, including labor, maintenance, chemical costs and other costs, but not including amortized costs for resin replacement. This option would only reduce waste discharge by a small amount.By employing a PEDI service company to provide the mixed bed polishers, the same 20cu. ft. of mixed bed resin in the form of exchange vessels would treat the same amount of water, but with minimal capital investment(approximately $1,000) and an annual operating cost of approximately $8,600. A PEDI company has the capabilities of regenerating the vessels and returning them to the end user in less than 24 hours. They could set up the end user with two vessels in service (primary-polisher) with a third unit on stand-by. The service units would be monitored with conductivity meters and the program would be designed for an exchange every 6-8weeks. The plant could opt for the exchange service to reach their goal of reduced waste discharge, reduce their capital costs, trading $5,000 annually for operating labor and maintenance costs. Overall, this option will reduce their total monthly cost. Table 1 compares the monthly operating costs of contracting a PEDI service provider vs.purchasing in-house equipment.

EXAMPLE 2 - A power plant faced a situation where their existing IX equipment was aging and had become problematic. Both the two-bed and mixed bed demineralizers had flow distribution problems, which made regeneration both challenging and time consuming. In addition to the equipment problems, their flow demands fluctuated between 100 and 200 GPM. The operators would spend a majority of their days watching the ion exchange system, to ensure proper operation.
The plant decided that they needed to replace this equipment to obtain reliable operation. New in-house equipment was their first thought, and solicited bids for a 200 GPM system. The capital cost for a complete system was on the order of $1 million and would require around the clock attention from multiple operators. Looking for other options to reduce their capital and labor costs, they called a regional service provider to assess their needs. The PEDI company proposed a trailer containing an RO system and a second trailer containing ion exchange resin vessels. The RO was designed for both single pass (200 GPM) and double pass (100 GPM) operation to accommodate their flow demands. It was also designed so the enduser can easily switch the RO service from single to double pass, as needed. A second trailer containing IX resin vessels was proposed to polish the RO effluent. This trailer contains both two-bed and mixed bed resins and polishes the RO effluent to 0.6 uMhos quality, with less than < 7 ppb silica as SiO2. This trailer is monitored through on-line conductivity meters and alarms (both visually and audibly) when the water quality degrades prior to exhaustion. At this point, the service provider is contacted and a freshly regenerated resin trailer is delivered within four to eight hours.
The end user opted to outsource their water treatment to the service provider. They agreed on a contract that incorporated a fixed monthly fee for the on-site trailers and $ per 1,000 gallons of water treated. Both companies shared capital costs of approx. $4,000. The PEDI company performs monthly service calls for preventive maintenance on the RO, membrane cleanings, etc. The resin trailer is exchanged approximately 4 or 5 times per year and is processed at the central regeneration facility. Frequency of trailer exchange varies on water usage and the ionic loading from the RO. Table 2 compares the monthly operating costs of contracting a PEDI service provider vs. purchasing in-house equipment.
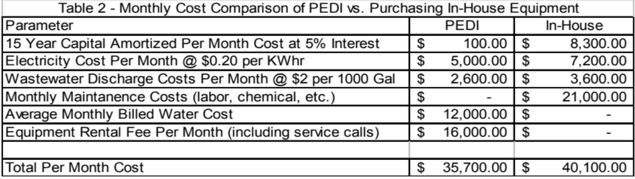
Though not a huge difference in monthly cost, the main reasons the end user opted to outsource their water treatment to the service provider was to minimize their capital expenditure and to implement the hands-off approach to reduce their labor costs.
SUMMARY
Overall, the regional PEDI service provider can supply a power generator with mixed bed quality DI water. The end user benefits from the capabilities of the service provider, when it is not advantageous to utilize in-house equipment. As technology improves and the approach to producing boiler feed water changes, PEDI will become an important service in economical operation of make-up DI system in power generation plants.